Excellence through Quality
We offer a wide range of products like Conveyor Belt, Rubber Elevator Belt, Bucket, Rollers and Idlers, Coupling, Bearing, Conveyor System, Apron Feeders, Deep Pan Conveyor etc.
Follow Us:

Rubber Elevator Belt

Rubber Elevator Belt
Rubber elevator belts are essential components in elevators used for vertical transportation of bulk materials such as grains, coal, ore, and other products. These belts play a crucial role in ensuring smooth and efficient material handling in various industries. Here are some features, benefits, common applications, and technical specifications of rubber elevator belts:
Features and Benefits
Industrial Rubber Conveyor Belts find use in a wide range of applications in various industries. IEES offers the finest high performance Industrial Conveyor Belts used in transmission, linear positioning, conveying and rotary positioning.
1. Material Composition
Rubber elevator belts are typically made from high-quality rubber compounds. The rubber provides flexibility, strength, and resistance to abrasion, ensuring long-lasting performance.
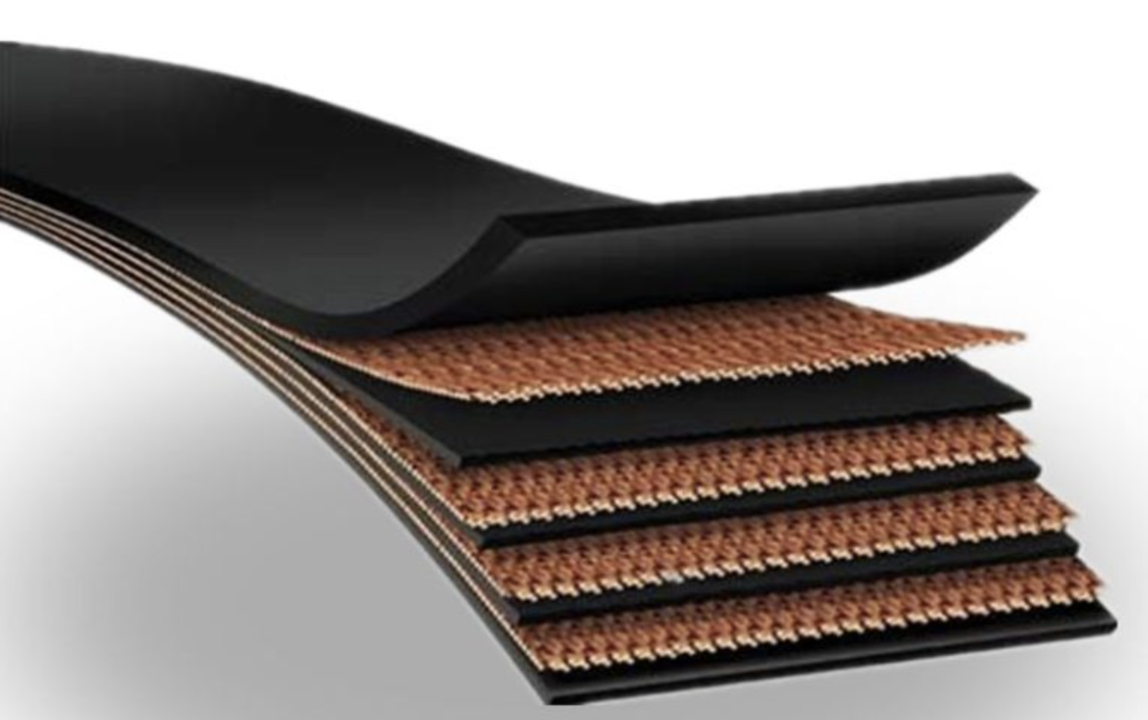
2. Carcass Structure
The belts often feature a multi-ply construction for added strength and durability. The carcass layers contribute to the overall load-bearing capacity and impact resistance of the belt.
3. Bucket Attachment
Rubber elevator belts usually have buckets attached to them, which are used to carry the bulk material. The bucket attachment is designed to securely hold and transport materials without spillage.
4. Oil and Chemical Resistance
Many rubber elevator belts are resistant to oil and various chemicals, enhancing their performance in industries where exposure to such substances is common.
5. High Tensile Strength
Rubber elevator belts are engineered to have high tensile strength, allowing them to withstand the vertical and horizontal forces encountered during material transportation.
6. Low Stretch
These belts often exhibit low elongation, ensuring minimal stretch during operation. This characteristic is crucial for maintaining the proper tension and alignment in the elevator system.
7. Smooth Operation
The rubber surface of the elevator belt contributes to smooth material discharge, preventing jams and ensuring a continuous flow of materials.
Common Applications and Industries:
1. Agriculture
Used for elevating grains, seeds, and other agricultural products in grain elevators and processing facilities.
2. Mining
Employed in mines to transport ores and minerals vertically from one level to another.
3. Power Plants
Used in coal-fired power plants to handle and transport coal from storage to various processing points.
4. Cement Industry
Utilized for the vertical transport of raw materials such as limestone, clay, and shale in cement plants.
5. Food Processing
Applied in the food industry for conveying bulk food products like grains, seeds, and sugar.
Durability and Wear Resistance
Rubber elevator belts are designed to withstand harsh operating conditions and heavy loads. The combination of high-quality rubber compounds and reinforced carcass structures contributes to their durability. The resistance to wear and abrasion is crucial, especially in industries where the conveyed materials can be abrasive.
Technical Specifications and Customization Options
Rubber elevator belts are designed to withstand harsh operating conditions and heavy loads. The combination of high-quality rubber compounds and reinforced carcass structures contributes to their durability. The resistance to wear and abrasion is crucial, especially in industries where the conveyed materials can be abrasive.
1. Belt Width and Thickness
Available in various widths and thicknesses to suit different elevator systems and applications.
2. Ply Rating
The number of layers or plies in the belt affects its strength and load-carrying capacity.
3. Tensile Strength
Specified to indicate the maximum force the belt can withstand without breaking.
4. Elongation
Indicates the amount of stretch the belt may experience during operation.
5. Temperature Resistance:
Some belts are designed to operate in extreme temperatures, ensuring performance in hot or cold environments.
6. Oil and Chemical Resistance Ratings
Depending on the application, elevator belts may be customized to resist specific chemicals and oils.
7. Bucket Design
The shape and material of the buckets attached to the belt can be customized based on the nature of the material being transported.
When selecting a rubber elevator belt, it's important to consider the specific requirements of the application, including the type of material being transported, the operating environment, and the desired performance characteristics. Regular maintenance and proper tensioning are also essential for maximizing the lifespan and efficiency of rubber elevator belts.

Rubber Elevator Belt

Rubber Elevator Belt

Elevator Belt Fastener
All Products
Our Products
Conveyor Belt
Industrial Rubber Conveyor Belts find use in a wide range of applications in various industries. IEES offers the finest high performance Industrial Conveyor Belts used in transmission, linear
Read More
Rubber Elevator Belt
Rubber elevator belts are essential components in elevators used for vertical transportation of bulk materials such as grains, coal, ore, and other products. These belts play a crucial role
Read More

Rollers and Idlers
Rollers and idlers play a crucial role in conveyor systems, providing support, guiding movement, and ensuring the efficient and reliable transportation of materials.
Read More


Conveyor System
Conveyor systems are mechanical handling equipment that moves materials from one location to another. They play a crucial role in various industries, such as manufacturing
Read More
Apron Feeders
Apron feeders are engineered to provide robust and dependable material handling solutions for industries requiring the transportation of heavy and abrasive materials.
Read More
Deep Pan Conveyor
Deep pan conveyors consist of a continuous chain with flights (metal plates) that move through an enclosed trough. The chain is submerged in the material being conveyed
Read More